

ホーム > でん粉 > 調査報告 > ばれいしょでん粉工場の安定的経営に向けた取組
ばれいしょでん粉工場の安定的経営に向けた取組
最終更新日:2010年3月6日
| ばれいしょでん粉工場の安定的経営に向けた取組 ~東部十勝農工連澱粉工場・士幌町農協澱粉工場の事例~ |
[2008年8月]
【調査・報告】札幌事務所 所長 武居 正和
特産業務部特産製品課 課長 加藤 芳美
調査情報部調査課 係長 菊池 美智子
国内産いもでん粉工場にあっては、平成6年10月のウルグアイ・ラウンド農業合意に基づき、平成7年度から再編整備が行われ、ばれいしょでん粉工場については、7年度に38工場あったものが現在は17工場にまで再編され、操業率は向上したが、内外価格差が依然として2.5倍となっていることから、原料ばれいしょおよびばれいしょでん粉生産段階におけるさらなるコスト削減が課題となっている。
また、この課題のほかに、安定的な経営を維持するために、でん粉粒子の均一化など品質の向上、廃水処理の改善など環境への配慮も求められている。
このような中、十勝地域にある東部十勝農産加工農業協同組合連合会澱粉工場および士幌町農業協同組合澱粉工場における、これらの課題に対する取組事例について紹介する。
1.十勝地域でのばれいしょでん粉産業の変遷
十勝地域の平成18年の農業産出額は2,402億円で北海道全体の22.8%を占め、最大の農業生産地域である(表1)。内訳では耕種部門が1,221億円で十勝地域全体の50.8%を占めており、うちばれいしょを含むいも類は同11.7%となっている。
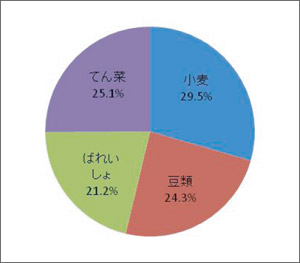
畑作では、小麦、豆類、ばれいしょ、てん菜を基幹とした輪作が行われている。平成18年度のばれいしょ作付面積は2万3,600ヘクタールで、畑作4品の作付面積の21.2%を占めており(図1)、地域にとってばれいしょは輪作体系を維持するために必要不可欠な作物となっている。
ばれいしょの品種別作付面積では、でん粉原料用品種であるコナフブキの作付面積が5,928ヘクタールと最も多くなっている(図2)。この地域では生食用、加工用品種の栽培も多く、でん粉原料用品種の占める割合は作付面積全体の27.1%となっている。
ばれいしょでん粉工場は、平成6年度に農協系5工場および商系2工場の7工場が稼働していたが、製造コストの低減を図るために合理化、省力化に向けた再編整備が平成7年から13年にかけて行われた。そのため、現在は農協系3工場および商系1工場の4工場体制になっている(表2)。
表1 平成18年の農業産出額 |
(単位:億円、%) |
 |
出典:農林水産省「生産農業所得統計」 |
 |
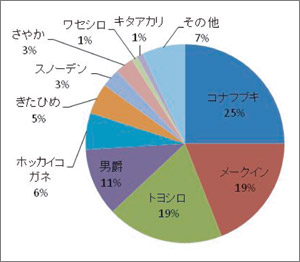 |
図1 十勝地域における畑作4品の作付割合 |
図2 十勝のばれいしょ主要品種作付割合 |
出典:北海道十勝支庁「2007十勝の農業」 |
出典:北海道十勝支庁「2007十勝の農業」 |
表2 ばれいしょでん粉工場数の推移 |
(単位:工場) |
 |
出典:北海道全体は農林水産省、十勝地域は北海道調べ 注:合理化工場とはでん粉粒子を遠心分離器で分離する方式の工場を指す |
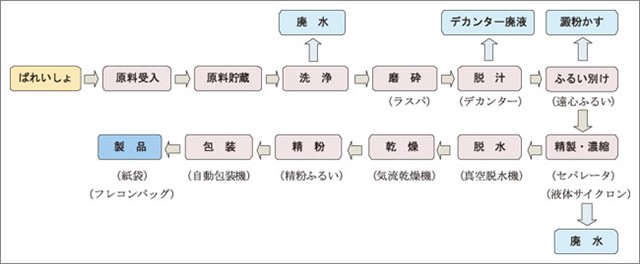 |
図3 ばれいしょでん粉の製造工程 |
出典:「澱粉科学の事典」朝倉書店 |
2.東部十勝農産加工農業協同組合連合会(東部十勝農工連)での事例
(1)工場の概要
東部十勝農産加工農業協同組合連合会(東部十勝農工連)は、浦幌町に位置する合理化工場で、昭和46年にコストの低減と効率的な運営を目的に札内、幕別町、十勝池田町、十勝高島、豊頃町、浦幌町、本別町、足寄町、陸別町の9農協が連合会を組織して、ホクレンから工場施設を継承し、運営している。原料の処理能力は1日当たり1,200トンで、平成19年度には8月30日から11月30日まで操業され、10万9,032トンのばれいしょから2万4,199トンのでん粉を製造した(写真1)。
同工場は平成7年から13年にかけて再編整備を行ったが、平成12年には、主に原料受け入れからでん粉製造までの工程において、設備能力の増強と原料の流送から精粉までの全工程を管理する集中管理体制の導入を行った。また、製品貯蔵用のサイロもこの時に導入しており、工場の非操業期に出荷する製品はサイロに保存し出荷時に袋詰めを行うことで、製造量の増加に対応できるようになった(写真2)。
 |
 |
写真1 東部十勝農工連の外観 |
|
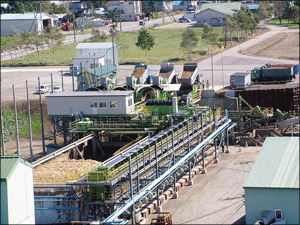 |
写真2 原料受入施設 |
(2)工場の整備による効率化~製造工程の自動制御による省力化~
平成12年に行われた施設整備では、特に、高速磨砕機(ウルトララスプ)の台数の増加、ふるいわけ機の更新、真空脱水機の台数の追加が、生産性を向上させたとしている。
同工場においては高速磨砕機を平成2年から導入していたが、台数を増加させたことで、原料の処理能力を1日当たり900トンから1,200トンにまで増やした。
ふるいわけ機の更新においては、以前は3段掛けであったものを4段掛けにすることで、でん粉の回収率を向上させた。従来の3段掛けではでん粉の回収のために水を多く必要としていたが、4段掛けで回収率が高まるとともに水の使用量が減少したため、廃水処理コストの引き下げにもつながった。また、11台から15台に増設したことで処理能力に余裕をもたせ、機械の洗浄を自動化した(写真3)。
また、脱水設備においても、従来の真空脱水機4台のフル回転状態を、6台体制に増強した。台数を増やすことで、ふるいわけ機と同様に処理能力に余力ができたため、自動的に洗浄するシステムが導入できた。また、従来は4台の真空脱水機の網を同時に人手で洗浄していたため、洗浄直後には一時的に多くのエネルギーを必要としたが、1台ずつ洗浄できることで、脱水されたでん粉(生粉)の水分含量も一定に保つことができ品質が以前よりも安定するとともに、その後の乾燥工程でのエネルギー効率がよくなった(写真4)。
これらの機械洗浄の自動化と、全工程の集中管理により、工場操業時の人員が平成11年の43名から平成12年には29名にまで削減された。現在は、31名(事務、分析部門を含む)で操業しているが、夜間は3名体制での操業になっている(写真5)。
 |
写真3 ふるいわけ機(GL スクリーン) |
 |
写真4 真空脱水機 |
 |
写真5 集中管理室 |
(3)品質の安定に向けた取組~でん粉粒子の均一化に向けて~
通常、ばれいしょ中には大きさの異なるでん粉粒子が混在しているが、粒子の大きさが一定であればでん粉の品質が安定する。また、ばれいしょに含まれるでん粉粒子の大きさは品種によって異なり、でん粉原料用品種は他の生食用品種などと比較すると粒子が大きいことが特徴である。
浦幌町や豊頃町は土壌が黒土であり他の品種よりもでん粉原料用品種に向いていることなどから、東部十勝農工連に搬入される原料ばれいしょのうち75~80%がでん粉原料用品種であり、その割合が比較的多い。そこで、工場ではでん粉原料用品種の割合を高めることで、品質の安定化を図りたいとしている。
品質維持のため、品質検査を北海道澱粉工業協会による統一基準での検査に加えて、でん粉の製造工程、袋詰め工程ごとにサンプリングを行い、水分、白度、きょう雑物、糊化、細菌、大腸菌群については毎日、冷水可溶性、たんぱく質、灰分、粘度などについては3日に1度、残留農薬や詳細な細菌、使用水などは公的な検査機関に依頼して検査している。また、ユーザーからは製品の規格書を求められる場合もあるため、さらに必要に応じて追加検査を行っている。
(4)でん粉かすの利用~サイレージ化による飼料への利用の促進~
でん粉かすの処理は、廃水処理とともにどこのでん粉工場にとってもその対応が課題となっている(写真6)。東部十勝農工連では、年間9,000~9,200トンのでん粉かすが出るが、従来は原料出荷量に応じて各農協に配分して引き取ってもらっていた。各農協では配分されたでん粉かすをさらに各農家に配分して、それぞれたい肥や飼料として利用していた。かつて、同工場では、でん粉かすから肥料(土壌改良剤)を作ることにも取り組んだが、副原料の麦かん不足や製造時の粉じんの発生などから取りやめた経験も持っている。
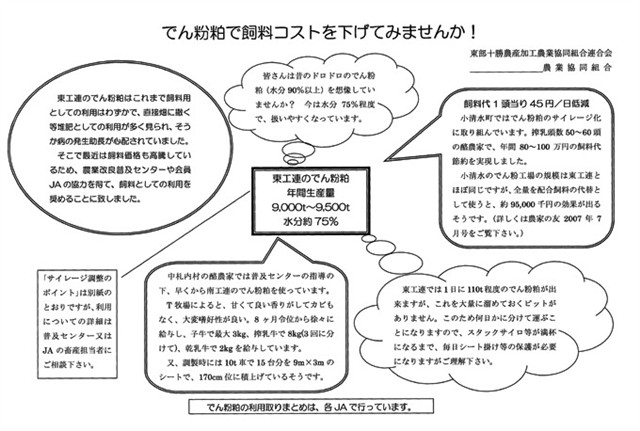
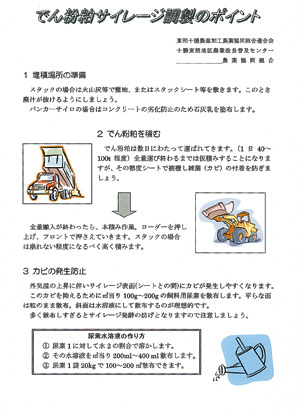
これまで飼料への利用が普及しなかったがその理由はでん粉かすの水分含量が多く、取扱いにくいとともに腐敗しやすかったためである。現在のでん粉かすは飼料資源としての利用価値は高いことから、同工場では、でん粉かすを使った飼料を普及させるため、農業改良普及センターにサイレージ作りに当っての技術面での協力を得るとともに、パンフレット(図4)を作成し農協を通じて農家への配布を行った。飼料価格が高騰したこともあり、この取組により平成19年は同工場で出たでん粉かすの80%が飼料として利用され、これまでと一転してでん粉かすの引き合いが強くなった。工場としては、今回の取り組みによって酪農家のでん粉かすへのイメージが改善されれば、飼料への利用が維持されることになるだろうと期待している。現在のところ、水分75%程度の状態のものを無料で提供しているが、飼料としての引き合いが強くなり全量を飼料仕向けにすることになれば、さらに手を加えて水分量の調整なども行い、有料化も検討したいとのことであった。
 |
写真6 製造過程より出たでん粉かす |
 |
|
 |
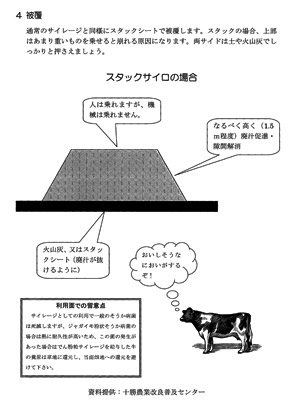 |
図4 飼料としての利用方法を示したパンフレット |
|
(5)廃水への対策~貯留池内生息微生物と好気性微生物による二段階による処理~
でん粉工場では原料ばれいしょに含まれている水分に加えて、1時間当たり500トンの水を使用しているため、大量の廃水を処理しなければならない。さらに、漁業も盛んな地域でもあることから、漁協との協定で国の基準よりも厳しい河川への廃水基準を設けている。すべての廃水は、この基準を達成する必要がある。
このため、原料受け入れ施設および磨砕前処理でのばれいしょの洗浄および工場への流送に使用する水は、土砂を沈殿によって取り除き、原料受け入れ施設での原料の洗浄に再利用し、可能な限り廃水を減らしている。
また、磨砕後にでん粉と分離されたデカンター廃水には原料ばれいしょ由来のリン、たんぱく質などの成分が多く含まれているため、東部十勝農工連では工場操業後5ヵ月間廃液貯留池に溜めて、この間に貯留池内に自然生息する微生物による浄化を進めている。その後、この浄化されたデカンター廃水とでん粉の精製時に使用された廃水については、貯留池による曝気装置(エアレーター)により好気性微生物に酸素を送ることにより処理している(写真7、8)。
デカンター廃水に含まれる有機物は、貯留池内に生息する微生物によって10分の1以下の濃度にまで浄化されるため、その後の曝気処理への負担が軽減でき、コストの抑制にもなっている。貯留池内の微生物による廃水浄化は同工場の特徴でもあり、工場敷地36ヘクタールのうち19.5ヘクタールと半分以上が廃水処理のための貯留池となっている。
 |
 |
写真7 廃水処理のための貯水池の一部 |
写真8 曝気装置 |
(6)今後の課題~包装設備の更新と製造コストの増大~
東部十勝農工連では、工場を整備してから8年が経過しており、現在、中長期計画を作成して設備の更新を考えているとのことである。特に、包装設備は前回の整備時には更新しなかったが、古い設備を使用している上、近年ユーザーからも食品を扱う工場として厳しい衛生管理を求められていることから、再整備を検討している。具体的には、紙袋への充填機を現在の包装形態(ソウル袋)のものからより密封度の高い形態(PV袋)に対応できるものを導入したいとし、併せて現在も行っている金属探知器による検査に加え、きょう雑物のチェックを複数回行うことでより厳密な体制に強化したいとのことである。
同工場では、平成12年の整備によりでん粉製造工程の低コスト化、人員の削減などは既に取り組んでおり、当面の課題としては品質面や衛生面について重点的に取り組みたいとしている。
また、最近の石油価格の高騰により工場の操業にかかる重油や電力などのエネルギーや製品包装資材のコストが増大しており厳しい状況にある。現在の状況では、委託加工料についても値上げをせざるを得ないため、工場のみならず原料用ばれいしょの生産農家にとっても大きな負担となることが懸念される。
3.士幌町農業協同組合澱粉工場での事例
(1)工場の概要
士幌町農業協同組合澱粉工場(士幌町農協澱粉工場)は、昭和21年よりでん粉製造に携わっており、道内でもいち早く、でん粉粒子を遠心分離方式によって分離する方式を導入して操業してきた。平成7年から13年にかけて行われた再編整備において平成13年に工場を新設し、この際、廃水の処理方法とランニングコストを考慮し、原料ばれいしょの処理能力を1日当たり1,500トンと従前の工場能力から300トン拡大した。
現在、原料ばれいしょは、主に士幌馬鈴薯施設運営協議会(JA士幌町、JA上士幌町、JA音更町、JA木野、JA鹿追町)とJA帯広市川西、JA芽室町、JA清水町、JA新得町の9農協から搬入している。平成19年度は9月1日から12月4日までの操業で、13万9,324トンのばれいしょから2万8,242トンのでん粉を製造した。操業中は、原料受入、分析業務など含め30名程度で24時間体制で操業しているが、実質的な製造工場の運転は3~4人体制となっている(写真9、10)。
 |
 |
写真9 士幌農協澱粉工場外観 |
|
 |
写真10 2基が並んだ製品サイロ |
(2)品質の安定に向けた取組~分級による粒子の均一化と回収率の向上~
この地域は生食用および加工用ばれいしょの生産も盛んであり、でん粉原料用以外の品種のばれいしょが全体の6割に及ぶ。ばれいしょの品種が増えることによりでん粉の粒子の大きさもさまざまとなるため、精製段階で分級することにより粒子の大きさを揃え、品質を安定させている。
でん粉の精製工程において、以前は2相式セパレーターにより固形物であるでん粉と水に分離していたが、平成13年に3相式セパレーターを導入した。3相式は、固形物のうち大きめのでん粉粒子と液体の水を分離しながら、同時に中間相として比重の軽い小さめのでん粉粒子を分離することができる。3相式セパレーターを直列多段に組み合わせ濃縮、精製、分離を繰り返すことで、粒子の大きさを揃える(分級)とともに、でん粉の純度と回収率も向上している(写真11)。
セパレーター以降の製造工程は、最終製品となるまで大粒子用、小粒子用とすべて2ラインに分けて製造しており、貯蔵用のサイロも2基所有している。
 |
写真11 セパレーター |
(3)製造ラインの短縮 ~製造ラインの一斉洗浄の導入~
従来の工場は、工場の増設、改修を繰り返した結果、各工程が離れて設置されることとなり、工程間のつながりの効率が悪くなっていた。また、製造工程の各段階にタンクが併設されており、工程ごとの処理能力を調整するために、中間原料は一旦タンクに貯蔵した後に各工程に送られていたこともあり、原料ばれいしょを磨砕してから最終製品になるまで相当の時間を要していた。新しい工場を建設するに当たり、衛生管理には特に配慮し、各工程を可能な限り隣接させ、配管輸送距離を短くしている。同時に、各段階にあったタンクを原乳タンクと精製乳タンクの2つにまで減らし、中間原料の途中での滞留を少なくすることによって、原料ばれいしょを磨砕してからでん粉製品になるまでにかかる時間を、約2時間から30分にまで短縮した。これにより、工程途中での微生物汚染の確率は格段に低くできたとしている。
また、衛生管理を向上させるために、操業中に10日に1回は全工程を停止させて、製造ラインの一斉洗浄を行っている。一貫システムを導入し、製造工程全体をコンピューター制御を行うことで、従来は不可能であった配管ラインを含む精製工程全体を設備を分解せずに自動洗浄する定置洗浄(CIP:Cleaning in Place)が可能になった(写真12)。この洗浄には約12時間かかり時間と労力を必要とするが、安全な食品をユーザーへ届けるために必要不可欠なものと考えているとのことである。
 |
写真12 製造ラインを制御する中央操作室 |
(4)廃水への対策~たんぱく質除去およびメタン発酵による処理~
士幌町農協澱粉工場は士幌町の街中に立地しているため、廃水のにおいへの対策は工場の再整備時の必須課題であった。同工場では1日当たり3,000トンのデカンター廃水がでる。以前は、原料ばれいしょ由来の窒素・リン・カリウムといった肥料成分を多く含むことを利用し、液肥として畑に散布することで処理していたが、たんぱく質を2%ほど含んでいるため貯留している間ににおいが出ることが問題となっていた。
同工場では、特にこのデカンター廃水を処理するための設備を平成13年に導入している。この設備では、デカンター廃水を酸発酵はさせるがアミノ酸分解をさせない状態で加圧浮上装置(CFS廃水処理設備)に送り、主に固形性のたんぱく質を高分子凝集剤を使用して除去する。その後、メタン発酵(UASB方式)にて有機物を分解し、硝化・脱窒過程および膜分離処理(活性汚泥法)によりさらに処理し、河川に放流できる水質まで浄化する。この処理水は、原料ばれいしょの洗浄時に出る低濃度廃水と混合し、好気処理を経て河川に放流している。
廃水処理でのメタン発酵により発生したバイオガスには高濃度の硫化水素が含まれており、それを除去するためのコストが同工場にとっては負担となっていた。従来は、乾式脱硫装置を用いていたが、装置に必要な酸化鉄の吸着剤に多大なコストがかかっていた。
そこで、従来の乾式脱硫装置の前段階に、平成18年より新たに生物脱硫装置を導入した。硫黄酸化細菌の作用で硫化水素をある程度除去した後に、乾式脱硫装置に送ることで、吸着剤に必要なコストを平成18年実績では85%にまで削減することができている(写真13、図5)。
 |
写真13 廃水処理施設 |
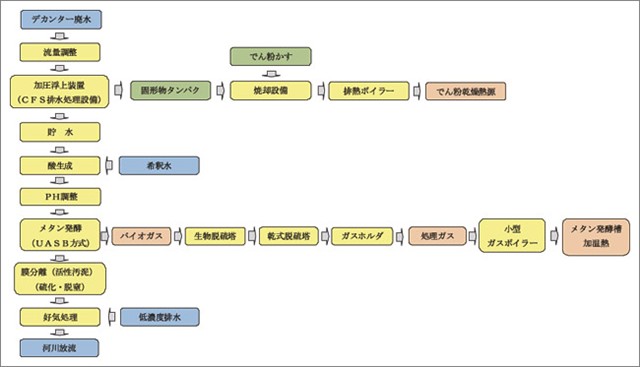 |
図5 士幌農協澱粉工場での廃水処理工程 |
出典:士幌農協澱粉工場での聞き取りにより作成 |
(5)でん粉かすおよびたんぱく質の利用~工場の熱源としての利用~
士幌町農協澱粉工場では、工場から出るでん粉かすのうち20%は従来のとおり飼料としているが、残りの80%は工場の燃料として利用している。同工場では、工場新設の際に製造工程の衛生管理を強化することとともに、環境に配慮することを目標とした。
その具体策のひとつが流動床式焼却炉の導入であり、でん粉かすと廃水処理過程の加圧浮上装置で除去されたたんぱく質を1日当たり180トン焼却し、発生する焼却熱を蒸気として回収して、多くの熱量を必要とするでん粉の乾燥工程の熱源として利用している。このシステムからでん粉乾燥工程に必要な蒸気の7割が供給されるため、重油の使用量を3分の2程度に削減している。
これによって、化石燃料の使用量を大幅に削減するとともに、でん粉かすやたんぱく質の処理問題を解決している。さらに、燃料費の削減が製造コストの低減につながっている。
また、焼却炉で発生する灰は、融雪剤や土壌改良材として利用されている。肥料としても既に登録済みであり、改良の必要があるものの利用に向けて取り組まれているところである。
(6)今後の課題~廃水処理コストの削減が課題~
士幌町農協澱粉工場の場合には、廃水処理が従来からの課題であり、平成13年の整備時にも最も力を注がれた部分であった。しかし、でん粉製造工程がコンピューター管理され人件費が抑えられている一方で、廃水処理に係るコストが大きく、工場運営コストの3分の1を占めている。
新たに導入した生物脱硫装置により、脱硫過程で必要な吸着剤のコストは削減されたが、効率的に使用するため、運転管理面においてさらなる改良が必要とのことである。加圧浮上装置でたんぱく質を除去するために必要な高分子凝集剤にかかるコストも、吸着剤と同様に課題となっている。
また、デカンター廃水中にはメタン発酵過程でのたんぱく質分解酵素の活性を阻害する物質が含まれていることが分かっており、現在は、阻害防止のためにメタン発酵の前段階で廃水にさらに水を加えて希釈している。このため、廃水の量が増加し、膜処理過程での負担が増加していることが課題となっている。そこで、阻害物質を失活させるために加熱処理を行うことを検討しており、失活させることができればその後の過程での処理量を減らすことができる。
現在、メタン発酵によって得られたバイオガスを小型ガスボイラーでメタン発酵槽の加温に用いているが、水温が高い時期などには余剰ガスが発生している。製造工程の専焼ボイラーや焼却炉と複合的に組み合わせることで、メタン発酵で得られるガスを無駄なく利用していく計画である。また、廃水処理設備から発生する余剰汚泥を焼却処理したり、焼却投入物の脱水技術を向上させることなどで、重油などのエネルギーコストをさらに削減し、環境への配慮に継続して取り組みたいとしている。
同工場では、合理化工場としての製造技術は長年にわたって培われているものの、これからも技術革新に合わせて製造技術を向上させ、でん粉ユーザーの要望に応えていきたいとしている。また、街中に立地し、他工場以上に廃水処理など環境への配慮が求められていることを認識して、地域住民との調和を図りながら操業していく必要があると考えている。
4.まとめ
北海道のばれいしょでん粉工場はそのほとんどが合理化工場であるが、今回、紹介した2工場を比べても、製造設備、でん粉かすの利用方法、廃水処理の方法などが異なっている。それぞれの工場の立地条件が異なるため、原料ばれいしょの品種、でん粉かすの需要、環境への配慮などが異なることによるものであるが、でん粉製造現場における工夫が感じられた。
北海道の畑作の輪作体系の重要な位置を占めている国内産ばれいしょ生産を維持するために大きな役割を果たしているばれいしょでん粉工場であるが、今後も継続して効率化、品質・衛生管理の向上、コスト削減などの取組が求められている。
このページに掲載されている情報の発信元
農畜産業振興機構 調査情報部 (担当:企画情報グループ)
Tel:03-3583-8678
農畜産業振興機構 調査情報部 (担当:企画情報グループ)
Tel:03-3583-8678









